









Finitura di parti in plastica
Come lucidare parti in acrilico senza opacità, graffi o bruciature sui bordi
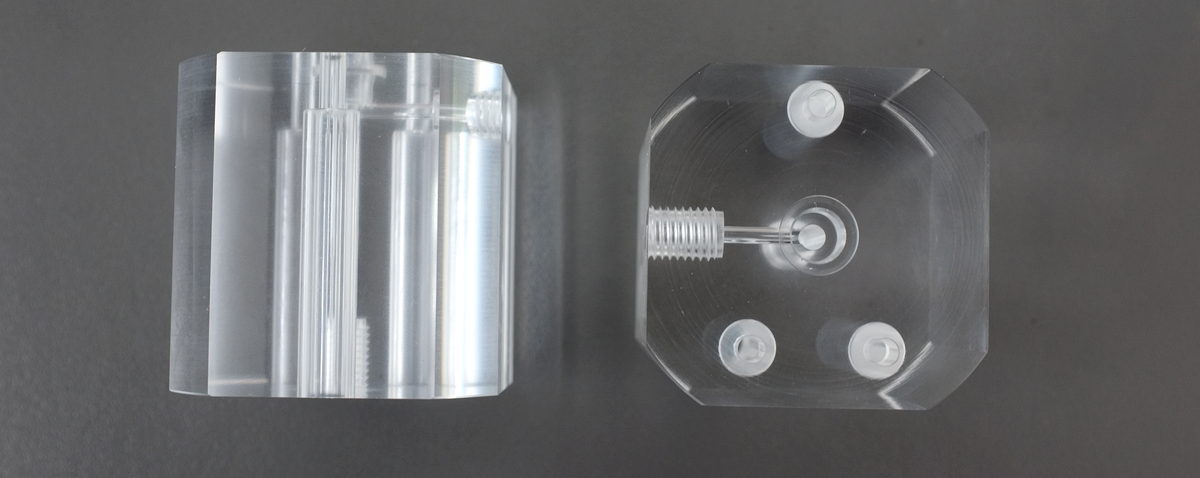
Le parti in acrilico trasparente non perdonano. Una piccola bava, un leggero segno di levigatura o un po’ di calore sul bordo possono trasformarsi in una foschia visibile una volta che il pezzo è assemblato sotto la luce. Per blocchi in acrilico lavorati a CNC, coperture ottiche, parti per display e componenti in plastica trasparente, l’obiettivo non è solo rendere il pezzo lucido. Il processo deve mantenere i bordi puliti, preservare la trasparenza ed evitare tensioni interne o superfici opache.
Se le tue parti in acrilico risultano ancora opache dopo la lucidatura, spesso il problema non è solo la fase finale di lucidatura. Può derivare da segni di utensile, media troppo aggressivi, calore da attrito a secco, composto sporco, separazione scadente o danni da impilamento dopo la finitura. Un processo controllato superficie di finitura dovrebbe trattare l’acrilico come un materiale morbido e sensibile al calore, non come un normale pezzo metallico.
Il vero problema: le parti trasparenti mostrano ogni errore di processo
Le parti metalliche possono spesso tollerare un ciclo di sbavatura leggermente aggressivo perché la lucidatura o la placcatura successiva può nascondere piccoli segni. L’acrilico è diverso. Il materiale è trasparente, relativamente morbido e sensibile al calore. Se il processo crea micro-graffi o tensioni sui bordi, il difetto può diventare più visibile dopo la pulizia, l’asciugatura o l’assemblaggio da parte del cliente.
- Opacità superficiale: la parte appare satinata invece che trasparente, soprattutto sulle superfici piane.
- Graffi circolari fini: la parte riflette la luce ma mostra segni a spirale durante l’ispezione.
- Bordi bianchi: gli angoli o i bordi lavorati diventano lattiginosi dopo la finitura.
- Dettagli funzionali arrotondati: piccoli gradini, fori o filettature perdono definizione dopo un tempo eccessivo nella macchina.
Inizia separando tre lavori diversi
1. Riduzione dei segni di utensile
Se le linee della fresa CNC sono profonde, scegli una fase di pre-livellamento controllata. Non passare direttamente a una fase di lucidatura brillante sperando di eliminare ogni linea.
2. Lucidatura della trasparenza
Per la superficie finale, usa media fini o materiali di finitura a secco che possano migliorare la lucentezza senza creare nuovi graffi nell’acrilico.
3. Protezione dei bordi
Riduci gli urti tra pezzi controllando la dimensione dei lotti, il rapporto media/pezzo e il metodo di scarico.
4. Pulizia e ispezione
I residui possono sembrare opacità. Pulisci delicatamente i pezzi e ispeziona sia con luce dall’alto che radente prima di giudicare il processo.
Tabella diagnostica per difetti di lucidatura dell’acrilico
| Sintomo | Causa probabile | Cosa controllare | Aggiustamento consigliato |
|---|---|---|---|
| La superficie piana rimane opaca dopo la lucidatura | I segni di utensile sono troppo profondi, il media è troppo grossolano o il tempo di lucidatura non è adeguato alla fase precedente | Ispezionare un pezzo non finito sotto luce radente e confrontare la profondità delle linee di fresatura prima e dopo la finitura | Aggiungere una fase di pre-livellamento controllata, poi usare media più fini per la fase finale di lucentezza |
| Compaiono segni di swirl fini dopo l’asciugatura | Il media o il materiale di lucidatura a secco è contaminato da particelle dure | Controllare se la vasca della macchina, il media, il separatore e il contenitore di stoccaggio contengono trucioli metallici o polvere abrasiva grossolana | Pulire la macchina, separare il media per acrilico da quello per metallo e rinnovare il composto o il materiale di finitura a secco |
| I bordi diventano bianchi o appaiono sotto stress | Calore da attrito eccessivo, forma del media troppo aggressiva o tempo di ciclo troppo lungo | Controllare la temperatura del bordo, la durata del ciclo e se spigoli vivi del media colpiscono ripetutamente la stessa area | Ridurre il ciclo, diminuire ampiezza o velocità e testare media in plastica o di finitura più morbidi |
| Piccoli fori o dettagli diventano arrotondati | Sovraprocessamento o media troppo grande per caratteristiche delicate | Misurare le dimensioni critiche prima e dopo ogni ciclo di test | Usare incrementi di test più brevi e scegliere media che tocchino la superficie senza incastrarsi nei dettagli |
Bagnato o a secco: quale finitura è più sicura per l’acrilico?
Il processo a umido aiuta a controllare il calore e a rimuovere i detriti. Può essere utile quando le parti in acrilico hanno polvere di lavorazione, leggere bave o residui da operazioni precedenti. Il rischio è che la qualità dell’acqua, un composto sporco o una cattiva asciugatura possano lasciare segni che sembrano opacità. Se si usa la finitura a umido, abbinala a "composti di finitura adeguati, acqua pulita e asciugatura delicata.
La finitura a secco può migliorare la lucentezza delle parti plastiche estetiche quando il carico abrasivo è lieve e il media è pulito. È spesso utile per il lavoro finale di aspetto, ma può anche generare calore se il ciclo è troppo lungo o la macchina è sovraccarica.
Prima della lucidatura, controlla i segni di utensile, la bianchezza dei bordi e i dettagli interni. I segni profondi richiedono una levigatura controllata prima della lucidatura finale a specchio.
Selezione dei media per parti in acrilico
- Per bave leggere e sfumatura morbida dei bordi: testa media fine in media plastici o media di finitura delicati prima di considerare qualcosa di più aggressivo.
- Per il miglioramento finale della lucentezza: test materiale di finitura pulito, asciutto e di prova oppure un mezzo di lucidatura molto fine che non introduca nuovi schemi di graffi.
- Per fori, asole e scanalature strette: evitare forme di media che possano incastrarsi nelle caratteristiche o colpire le pareti trasparenti.
- Per superfici piane ampie: ridurre il contatto tra pezzi e mantenere il letto di media sufficientemente pieno da ammortizzare i pezzi.
Per piccoli pezzi in acrilico, un macchina di finitura vibratoria può essere adatta quando la forza di processo è controllata. Per pezzi più delicati, un più lento macchina di burattatura a barile rotativo può ridurre l’impatto. Se l’obiettivo è una fase finale di lucentezza a secco, valutare un idoneo media di finitura a secco e testare prima su piccoli lotti.
Hai bisogno di confermare un processo prima della produzione in serie? Invia a JINTAIJIN le foto dei tuoi pezzi in acrilico, il grado del materiale se noto, le dimensioni, le condizioni superficiali attuali e la trasparenza desiderata. Possiamo aiutarti a verificare se il problema è causato da segni di lavorazione, selezione del media, forza della macchina, compound o manipolazione dopo la lucidatura.
Contatta il nostro team di finitura per il tuo requisito di lucidatura dell’acrilico
Errori comuni che peggiorano i pezzi in acrilico
- Usare logiche di sbavatura del metallo sull’acrilico. L’acrilico richiede una forza inferiore e media più puliti rispetto a molti pezzi metallici.
- Prolungare solo il tempo di ciclo. Un tempo più lungo può aumentare opacità, calore e arrotondamento dei bordi se il media non è adeguato.
- Ignorare la superficie CNC. I segni profondi di utensile dovrebbero essere corretti prima della fase finale di lucidatura.
- Mescolare media tra materiali. Trucioli metallici e polvere abrasiva possono graffiare la plastica trasparente.
- Valutare il pezzo mentre è ancora bagnato. Il film d’acqua può nascondere micrograffi e residui finché il pezzo non si asciuga.
- Scaricare i pezzi lucidati in contenitori rigidi. Molti graffi sull’acrilico avvengono dopo il ciclo macchina, durante lo scarico e l’ispezione.

Dopo la lucidatura, ispezionare sia la brillantezza superficiale sia la chiarezza visiva interna. Un buon processo per l’acrilico dovrebbe migliorare l’aspetto senza compromettere la geometria funzionale.
Raccomandazione finale
La lucidatura dell’acrilico dovrebbe essere strutturata come un processo a fasi: ridurre prima i segni di lavorazione, poi lucidare per la trasparenza e infine proteggere il pezzo durante lo scarico. L’attrezzatura giusta può essere una finitrice vibratoria, una burattatrice a barile o una configurazione di finitura a secco, ma il processo dovrebbe sempre essere testato con campioni reali prima della produzione in serie.
Inviaci i dettagli dei tuoi pezzi in acrilico per consulenza di processo. Includi foto dei pezzi, dimensioni, spessore delle pareti, fori o asole, foto dei difetti attuali, finitura desiderata e quantità di lotto prevista. JINTAIJIN può aiutare a consigliare una adeguata macchina di finitura, media, compound e direzione del test su campione per la tua applicazione di lucidatura dell’acrilico.
Richiedi supporto per il processo di lucidatura dell’acrilico
 +86-592-2381506
+86-592-2381506 




 Rete IPv6 supportata
Rete IPv6 supportata 