Materiali ceramici vs materiali plastici: come scegliere il materiale di burattatura più adatto
Apr 29 , 2026
Materiali ceramici vs materiali plastici: come scegliere il materiale di burattatura più adatto
La scelta tra abrasivi ceramici e abrasivi plastici è una delle decisioni più importanti in un processo di finitura di massa. L'abrasivo giusto può rimuovere le bave, levigare i bordi, migliorare l'uniformità della superficie e ridurre il lavoro manuale. L'abrasivo sbagliato può danneggiare i pezzi, lasciare finiture scadenti, incastrarsi nei fori o allungare inutilmente i tempi di ciclo.
Questa guida spiega le differenze di comportamento tra i materiali abrasivi ceramici e plastici utilizzati nella burattatura, le applicazioni più indicate per ciascun tipo e come scegliere l'opzione più adatta al materiale, alle condizioni delle bave, alla geometria del pezzo e alla finitura desiderata.
Risposta rapida:
I materiali ceramici sono generalmente più adatti per tagli più intensi, sbavature e smussatura dei bordi. I materiali plastici sono generalmente più indicati per metalli più teneri, pezzi delicati, pre-lucidatura e per ridurre i danni tra i pezzi. La scelta finale dovrebbe inoltre tenere conto della forma e delle dimensioni dei materiali, del numero di fori presenti sui pezzi, della superficie da trattare e dei risultati dei test sui campioni.
Che cos'è il mezzo ceramico?
Media ceramici
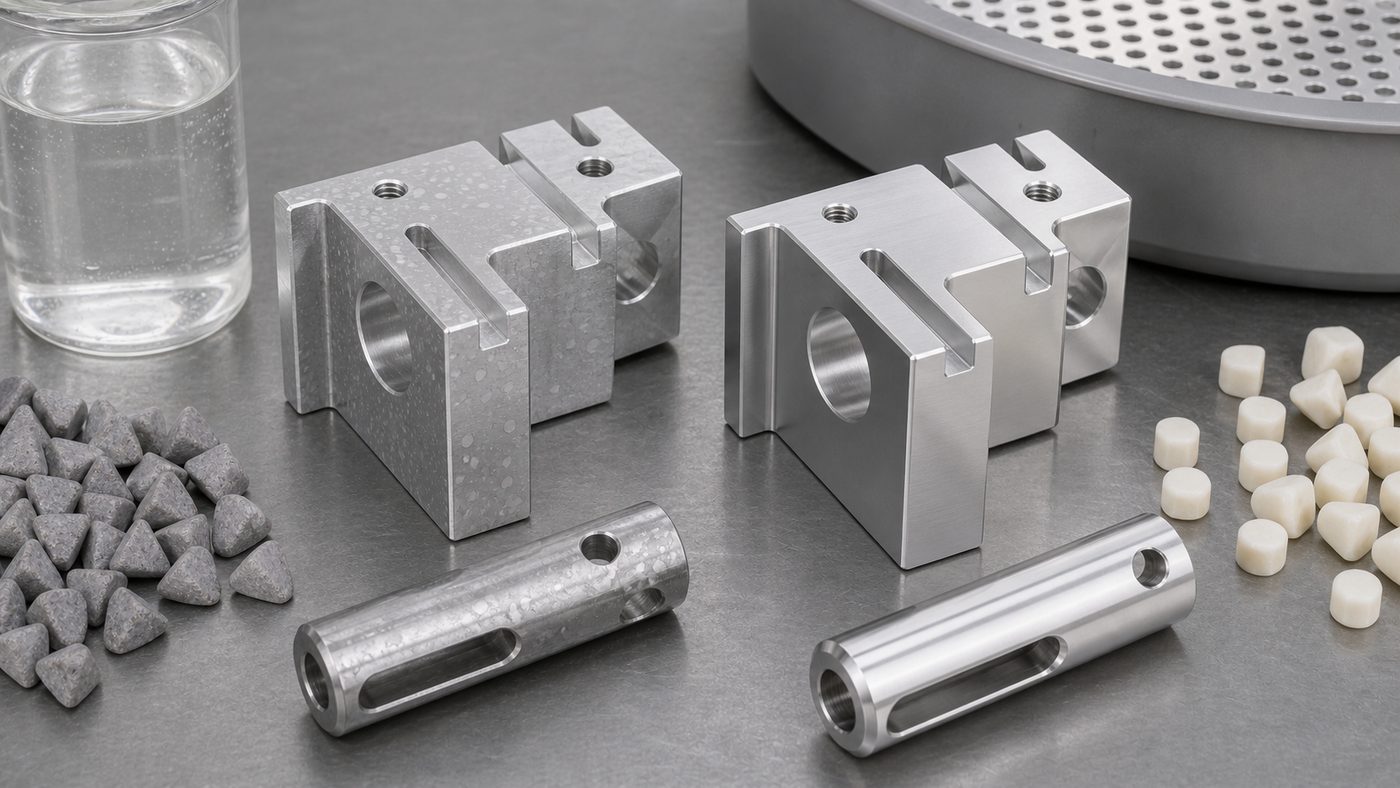
Si tratta di un mezzo abrasivo denso, costituito da materiali abrasivi legati tra loro in diverse forme, come triangoli, cilindri, tagli angolari, coni e sfere. Essendo più duro e pesante dei materiali plastici, solitamente offre un'azione di taglio più potente.
I materiali ceramici vengono spesso utilizzati quando i pezzi necessitano di rimozione di bave, arrotondamento dei bordi, rimozione di ossidi, rimozione di incrostazioni o levigatura generale della superficie prima di ulteriori fasi di lucidatura, rivestimento, placcatura o assemblaggio.
Vantaggi comuni dei supporti ceramici
Buona capacità di taglio per bave di medie e grandi dimensioni.
Lunga durata rispetto a molti tipi di supporti più morbidi.
Adatto per acciaio, acciaio inossidabile, ferro, rame, ottone e molti pezzi fusi.
Disponibile in numerose forme e dimensioni per adattarsi a diverse geometrie dei componenti.
Funziona bene in molti casi
macchina per finitura vibratoria
applicazioni.
Che cos'è il supporto plastico?
supporti plastici
È più leggero dei materiali ceramici e viene comunemente utilizzato per metalli più morbidi o per componenti che necessitano di un'azione di finitura più delicata. Viene spesso scelto per alluminio, leghe di zinco, ottone, leghe di magnesio e componenti pressofusi, dove i materiali abrasivi aggressivi potrebbero causare ammaccature, battitura o un'eccessiva arrotondamento dei bordi.
I materiali plastici abrasivi sono utili anche quando l'obiettivo è creare una superficie di pre-lucidatura più liscia, anziché limitarsi a rimuovere le bave più evidenti.
Vantaggi comuni dei supporti plastici
Azione più delicata su metalli teneri e parti decorative.
Minor rischio di danni tra le parti rispetto ai materiali più pesanti.
Ideale per fusioni di alluminio, componenti in lega di zinco e pezzi lavorati di precisione.
Utile per la pre-lucidatura e la levigatura della superficie prima della finitura finale.
Disponibile in forme coniche, piramidali, a cuneo e altre per superfici complesse.
I materiali ceramici offrono in genere una maggiore capacità di taglio, mentre i materiali plastici sono spesso utilizzati per materiali più morbidi e per una finitura superficiale più controllata.
Confronto tra supporti ceramici e supporti plastici
Fattore
Media ceramici
Media plastici
forza di taglio
Azione di taglio da media a forte
azione di taglio da leggera a media
peso dei media
Più pesante, maggiore forza d'impatto
Più leggero, più delicato sulle parti
Ideale per
Acciaio, acciaio inossidabile, ferro, leghe più dure, pezzi fusi
Alluminio, lega di zinco, ottone, lega di magnesio, metalli più teneri
Scopo tipico
Sbavatura, smussatura dei bordi, rimozione delle incrostazioni, levigatura della superficie
Pre-lucidatura, leggera sbavatura, affinamento della superficie, riduzione dei danni
Rischio
Potrebbe essere troppo aggressivo per parti delicate o morbide
Potrebbe essere troppo lento per macine pesanti o materiali duri.
Risultato della superficie
Maggiori segni di taglio se si utilizzano gradi aggressivi
Superficie più liscia e controllata prima della lucidatura.
Come scegliere i media giusti
La scelta di un buon mezzo abrasivo inizia dal pezzo, non dal catalogo dei materiali. Prima di selezionare un tipo di mezzo, verificare il materiale, le dimensioni del pezzo, la dimensione della bava, la superficie di destinazione, le dimensioni del foro, la larghezza della fessura e se il pezzo può sopportare l'impatto.
Scegli i supporti ceramici quando...
La bava è media o grossa.
Il materiale è più duro o più resistente all'usura.
È necessario smussare i bordi prima della verniciatura o dell'assemblaggio.
Il tempo di ciclo deve essere efficiente per la produzione in lotti.
Scegli i supporti in plastica quando...
Il componente è in alluminio, lega di zinco o altro metallo più morbido.
La superficie non deve presentare ammaccature o segni di forti impatti.
È necessaria una leggera sbavatura o una pre-lucidatura.
La parte presenta superfici decorative o visibili.
Non ignorare la forma e le dimensioni dei supporti
Il materiale abrasivo è solo una parte della decisione. Forma e dimensione possono essere altrettanto importanti. Un buon abrasivo dovrebbe raggiungere la superficie da rifinire, ma non dovrebbe incastrarsi all'interno di fori, filettature, fessure o cavità cieche.
Per i pezzi con geometria complessa, è consigliabile testare diverse forme prima della produzione in serie. I supporti triangolari possono essere adatti per angoli e superfici piane, mentre quelli conici o piramidali possono raggiungere bordi diversi. Le forme più arrotondate possono ridurre il rischio di incastro in alcuni pezzi, ma potrebbero non tagliare in modo altrettanto efficiente in aree strette.
Anche la macchina e il composto influiscono sul risultato
Lo stesso mezzo può comportarsi in modo diverso in macchine diverse. Una ciotola vibrante standard,
vibratore per vasca
,
macchina per la finitura delle botti
, o sistema di finitura centrifuga, possono tutti creare diversi modelli di contatto tra i pezzi e il materiale.
Composti di finitura
Anche questi sono importanti. Contribuiscono a pulire la superficie, a controllare la schiuma, a migliorare la lubrificazione, a mantenere in sospensione le particelle rimosse e a stabilizzare il processo di finitura. Se la concentrazione del composto o il flusso d'acqua non sono corretti, anche i materiali di finitura giusti possono produrre risultati instabili.
Errori comuni nella selezione
Ho scelto i materiali ceramici semplicemente perché tagliano più velocemente, anche quando il pezzo è morbido o facilmente danneggiabile.
Scegliere materiali abrasivi in plastica per le bave più spesse che richiedono un'azione di taglio più energica.
Ignorare fori, fessure, filettature e cavità interne prima di scegliere la dimensione del supporto.
Utilizzare un unico tipo di supporto per ogni materiale e per ogni forma del pezzo.
Giudicare il processo solo dall'aspetto superficiale senza verificare il tempo di ciclo, l'incastro, la separazione e le rilavorazioni manuali.
Metodo di prova consigliato
Per un nuovo componente, i test sui campioni dovrebbero confrontare almeno due o tre opzioni di abrasivo. Il test dovrebbe misurare la rimozione delle bave, le condizioni dei bordi, l'uniformità della superficie, i danni al componente, l'incastro dell'abrasivo, l'efficienza di separazione e il tempo totale del ciclo.
Un intervallo di partenza tipico può includere diversi materiali, forme e dimensioni. Le impostazioni finali dovrebbero essere testate con pezzi di prova, poiché piccole modifiche alla geometria del pezzo possono cambiare completamente il risultato.
Tecnologie correlate
Se stai confrontando supporti di memorizzazione per un progetto di produzione reale, queste pagine possono aiutarti a valutare attrezzature e materiali di consumo:
Media ceramici
Media plastici
Mezzo di macinazione
Macchina di finitura vibrante
Applicazioni di finitura
Hai bisogno di aiuto per scegliere i materiali per la burattatura?
Inviaci il materiale del tuo pezzo, le dimensioni, lo stato delle bave, la superficie attuale, la finitura desiderata e la quantità di produzione. JINTAIJIN può aiutarti a scegliere i materiali ceramici, i materiali plastici, i composti e il processo di test dei campioni più adatti per i tuoi pezzi.
Contatta il nostro team di post-produzione per assistenza nella scelta dei supporti.











 Rete IPv6 supportata
Rete IPv6 supportata 









 +86-592-2381506
+86-592-2381506 