









Come rimuovere le bave dai pezzi in alluminio lavorati a CNC senza danneggiare i bordi
I componenti in alluminio lavorati a CNC spesso necessitano di sbavatura dopo fresatura, foratura, maschiatura o scanalatura. La sfida non consiste solo nel rimuovere le bave, ma nel farlo senza arrotondare i bordi critici, ammaccare le superfici visibili, danneggiare le filettature o alterare le dimensioni di precisione.
Un processo di sbavatura stabile dovrebbe proteggere il pezzo, garantendo al contempo bordi puliti e una superficie uniforme. Per molti componenti in alluminio, ciò significa scegliere la macchina di finitura, il materiale abrasivo, la pasta abrasiva, il rapporto di carico e il tempo di ciclo più adatti, anziché limitarsi a utilizzare il processo abrasivo più aggressivo.
Perché i componenti in alluminio lavorati a CNC necessitano di un'attenta sbavatura
L'alluminio è più morbido dell'acciaio e dell'acciaio inossidabile. Questo lo rende più facile da lavorare, ma anche più soggetto a graffi, ammaccature, sbavature o arrotondamenti eccessivi durante la sbavatura. Un processo che funziona bene per i pezzi in acciaio potrebbe essere troppo aggressivo per l'alluminio.
Le bave si formano tipicamente in corrispondenza di fori filettati, scanalature fresate, bordi intersecanti, cavità, pareti sottili e angoli vivi. Se il processo di finitura è troppo aggressivo, queste caratteristiche possono perdere la loro geometria definita.
Rischi comuni durante la sbavatura dell'alluminio
bordi eccessivamente arrotondati
Un ciclo di lavorazione eccessivo o l'utilizzo di abrasivi aggressivi possono rimuovere troppo materiale dai bordi funzionali, soprattutto in presenza di elementi sottili.
Ammaccature superficiali
L'utilizzo di supporti di stampa pesanti o rapporti di carico non ottimali può causare segni di impatto, soprattutto su superfici in alluminio a vista o decorative.
Danni al filo
I fori filettati e le filettature sottili possono essere compromessi se la forma, le dimensioni del materiale o il tempo di processo non vengono selezionati con attenzione.
Alloggio per i media
Il materiale può incastrarsi in fori, fessure e cavità cieche se le sue dimensioni sono troppo vicine a quelle del componente.
Scegliere la macchina di finitura giusta
UN macchina per finitura vibratoria viene spesso utilizzato per la sbavatura in batch di pezzi in alluminio CNC perché garantisce un movimento costante del mezzo e un buon controllo del processo. Per componenti in alluminio lunghi o di grandi dimensioni, vibratori per vasca potrebbe essere più adatto.
Se i pezzi sono molto piccoli, delicati o presentano dettagli fini, la scelta della macchina deve essere confermata mediante prove su campione. L'obiettivo è creare un movimento relativo sufficiente tra il materiale abrasivo e le bave, evitando al contempo forti impatti tra i pezzi.

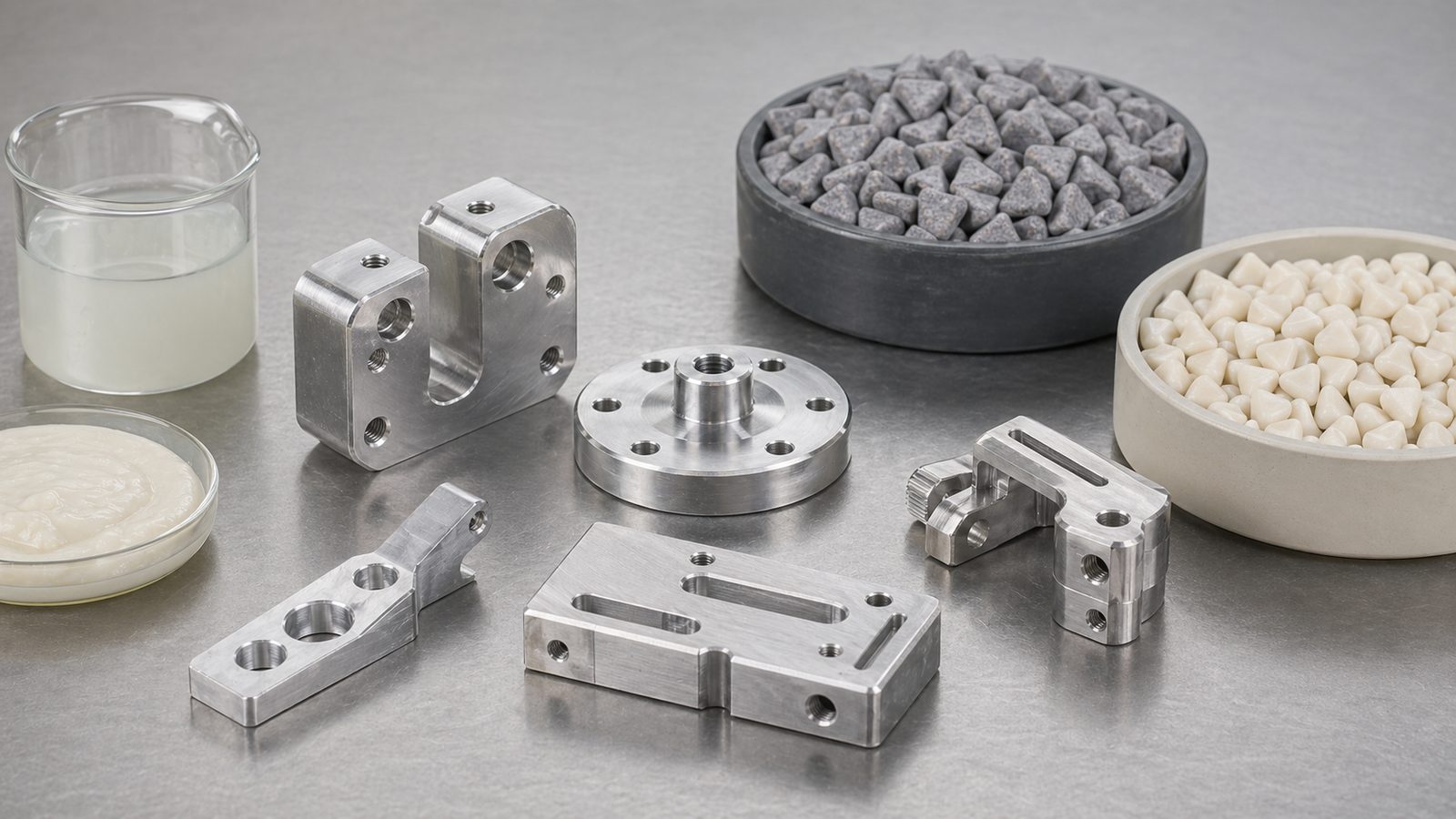
Materiali plastici o ceramici per la lavorazione dell'alluminio?
Per molti componenti in alluminio, media plastici È un'opzione iniziale più sicura. È più leggero dei materiali ceramici e può ridurre il rischio di segni di impatto, soprattutto su leghe di alluminio più morbide e su componenti con superfici a vista.
Media ceramici Può comunque risultare utile quando le bave sono più resistenti o quando è richiesto un taglio più rapido. Tuttavia, la qualità, la forma, le dimensioni e il tempo di ciclo devono essere selezionati con attenzione affinché il processo non diventi troppo aggressivo.
| Condizione della parte | Punto di partenza suggerito | Motivo |
|---|---|---|
| Piccole sbavature sulle superfici di alluminio visibili | Supporti plastici con composto appropriato | Azione più delicata e minor rischio di ammaccature |
| Bave di medie dimensioni sulle parti non decorative | Materiali ceramici fini o materiali plastici selezionati | Bilancia la rimozione delle bave e il controllo della superficie |
| Pareti sottili o bordi funzionali netti | Ciclo di prova breve con mezzi di contrasto delicati | Riduce il rischio di arrotondamento eccessivo |
| Parti con molti fori o fessure | Dimensioni del supporto confrontate con le dimensioni delle caratteristiche | Previene l'incastro dei supporti e la rilavorazione manuale |
| Parti che richiedono una finitura più brillante | Fase di sbavatura seguita da lucidatura o brunitura | La sbavatura e la lucidatura finale potrebbero richiedere fasi separate. |
Utilizzare il composto e il flusso d'acqua corretti
Composti di finitura Contribuiscono a pulire la superficie, a controllare la schiuma, a ridurre le macchie, a migliorare la lubrificazione e a rimuovere le particelle eliminate. Ciò è particolarmente importante per l'alluminio, che può essere sensibile alle macchie e alla formazione di residui superficiali se la chimica del processo non è adeguata.
Il composto corretto deve garantire un flusso fluido del materiale abrasivo e mantenere la superficie pulita durante la finitura a umido. Una quantità insufficiente di liquido può rendere il processo aggressivo e secco. Un eccesso di liquido può ridurre l'efficienza della finitura. Le impostazioni finali devono essere testate su campioni reali.
Procedura di prova consigliata
Prima di confermare la produzione in serie, testare il pezzo con diverse opzioni di abrasivo e tempi di ciclo. Non limitarsi a valutare la presenza di bave. Un test completo dovrebbe verificare i bordi dimensionali, le superfici visibili, i fori, le filettature, le scanalature, il tempo di ciclo, il risultato della pulizia e la separazione netta dell'abrasivo dai pezzi.
- Iniziate con il processo meno aggressivo in grado di rimuovere la bava.
- Ispezionare i bordi critici in condizioni di illuminazione uniformi.
- Verificare la presenza di materiale incastrato nei fori filettati e nei fori piccoli.
- Confronta l'aspetto della superficie prima e dopo la finitura.
- Registrare il tempo di ciclo, la concentrazione del composto, il tipo di supporto e il rapporto di carico.
Errori comuni da evitare
- Utilizzare materiali di taglio aggressivi quando la bava è già piccola.
- Eseguire un ciclo lungo per compensare una scelta errata del mezzo di trasmissione.
- Ignorare i fori filettati e le fessure durante la selezione del formato del supporto.
- Mescolare componenti delicati in alluminio con componenti pesanti nello stesso lotto.
- Ci si aspetta che un unico processo esegua contemporaneamente una forte sbavatura e una lucidatura a specchio.
Tecnologie correlate
Se state sviluppando un processo di sbavatura per componenti in alluminio lavorati a CNC, queste risorse possono aiutarvi a confrontare macchine e materiali di consumo:
Hai bisogno di un processo di sbavatura per i tuoi componenti in alluminio?
Inviaci la tua lega di alluminio, i disegni o le foto del pezzo, la posizione delle bave, le dimensioni dei fori e delle fessure, la finitura superficiale desiderata e la quantità di produzione. JINTAIJIN può aiutarti a scegliere la macchina, il materiale abrasivo, la pasta abrasiva e il processo di prova del campione più adatti per una sbavatura controllata.
Contatta il nostro team di finitura per assistenza sulla sbavatura CNC dell'alluminio.
 +86-592-2381506
+86-592-2381506 




 Rete IPv6 supportata
Rete IPv6 supportata 