Guida tecnica alla rimozione della ruggine superficiale e alla lucidatura di precisione per sassofoni Da Max, ingegnere tecnico presso JintaiJin In qualità di ingegnere tecnico presso JintaiJin, vorrei condividere approfondimenti sul meticoloso processo che utilizziamo per ripristinare i componenti del sassofono con una finitura brillante e raffinata. Il sassofono, con la sua intricata disposizion...
Soluzioni di lucidatura automatizzate per montature di occhiali in acetato: confronto tra lucidatura a secco e a umidoDi Jintaijin Grinding Company Introduzione: perché le montature in acetato richiedono una lucidatura di precisionePresso Jintaijin Grinding, abbiamo progettato macchine automatiche per la lucidatura vibratoria a secco e a umido, specifiche per la produzione di occhiali in acetato. ...
Introduzione: la sfida della precisione nella produzione di occhiali in metallo Sezione 1: Tecnologie di base per la lucidatura delle montature per occhiali in metallo1.1 Lucidatura magnetica: eliminazione dei microdifettiTecnologia: Lucidatura magnetica (ad esempio,YH-680D/Modello PY-980D) utilizza campi magnetici ad alta frequenza per agitare perni in acciaio inossidabile, creando un attrito che...
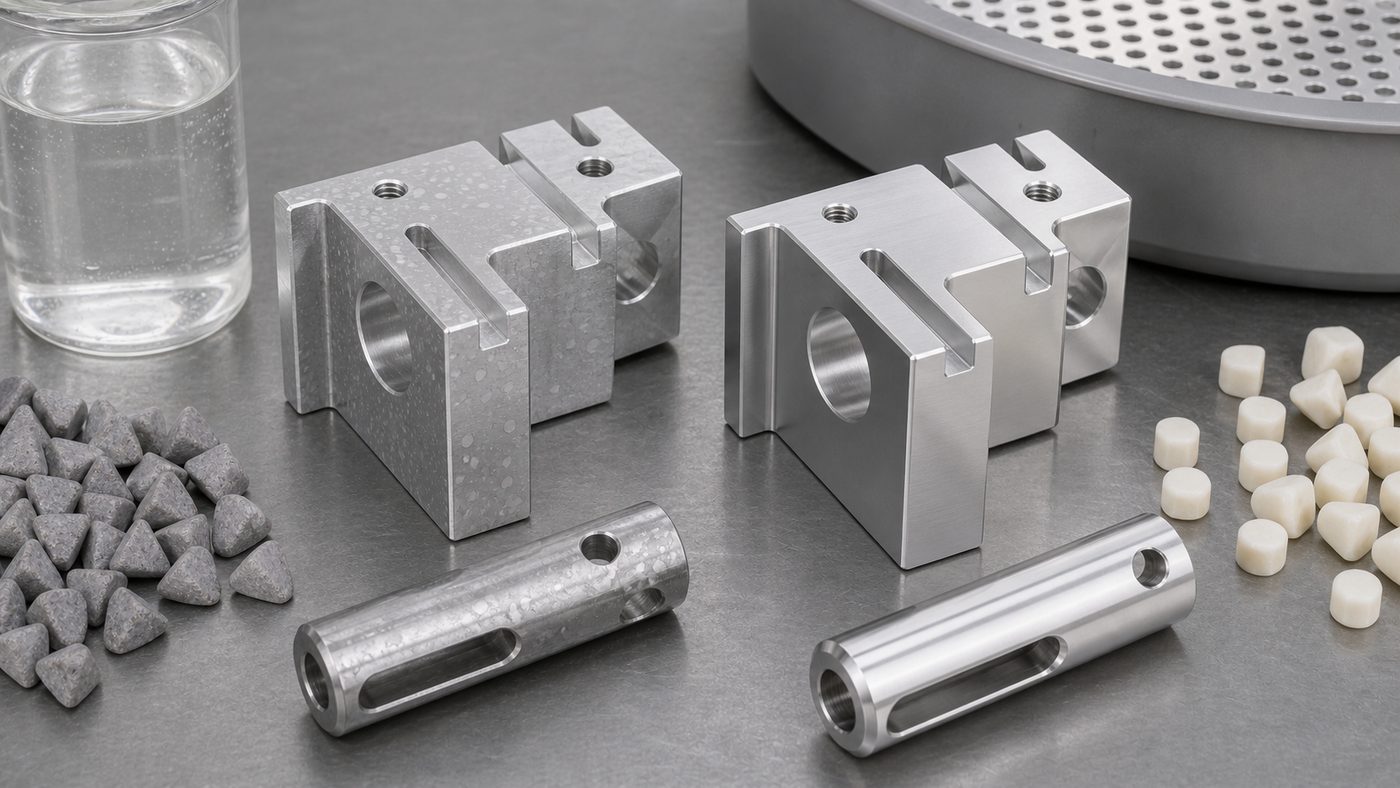
Materiali ceramici vs materiali plastici: come scegliere il materiale di burattatura più adatto La scelta tra abrasivi ceramici e abrasivi plastici è una delle decisioni più importanti in un processo di finitura di massa. L'abrasivo giusto può rimuovere le bave, levigare i bordi, migliorare l'uniformità della superficie e ridurre il lavoro manuale. L'abrasivo sbagliato può danneggiare i pezzi, las...
Perché i tuoi pezzi presentano macchie d’acqua dopo la finitura vibratoria e come risolverle Le macchie d’acqua dopo la finitura vibratoria non sono solo un problema estetico. Possono rendere l’aspetto dei pezzi lucidati non uniforme, aumentare gli scarti in fase di ispezione, ritardare l’imballaggio e creare ulteriore lavoro manuale di asciugatura. In molti casi, il processo di finitura è corrett...
Come lucidare parti in alluminio concave senza superfici opache o arrotondamento dei bordi Le parti in alluminio concave sono difficili da lucidare nella produzione in serie perché l’incavo curvo non riceve lo stesso contatto del materiale abrasivo rispetto alle superfici piane. Un’area può diventare brillante, mentre la curva interna rimane opaca, satinata o leggermente graffiata. Se il processo ...
Perché i componenti in acciaio inossidabile non sono lucidi dopo la burattatura e come migliorare la finitura Un problema comune nella burattatura dell’acciaio inossidabile è questo: le bave vengono ridotte, la superficie appare più liscia, ma i pezzi appaiono ancora grigi, opachi o spenti. L’operatore estende il tempo di ciclo, ma la finitura non diventa più brillante. In alcuni casi, i bordi ini...










 Rete IPv6 supportata
Rete IPv6 supportata 









 +86-592-2381506
+86-592-2381506 