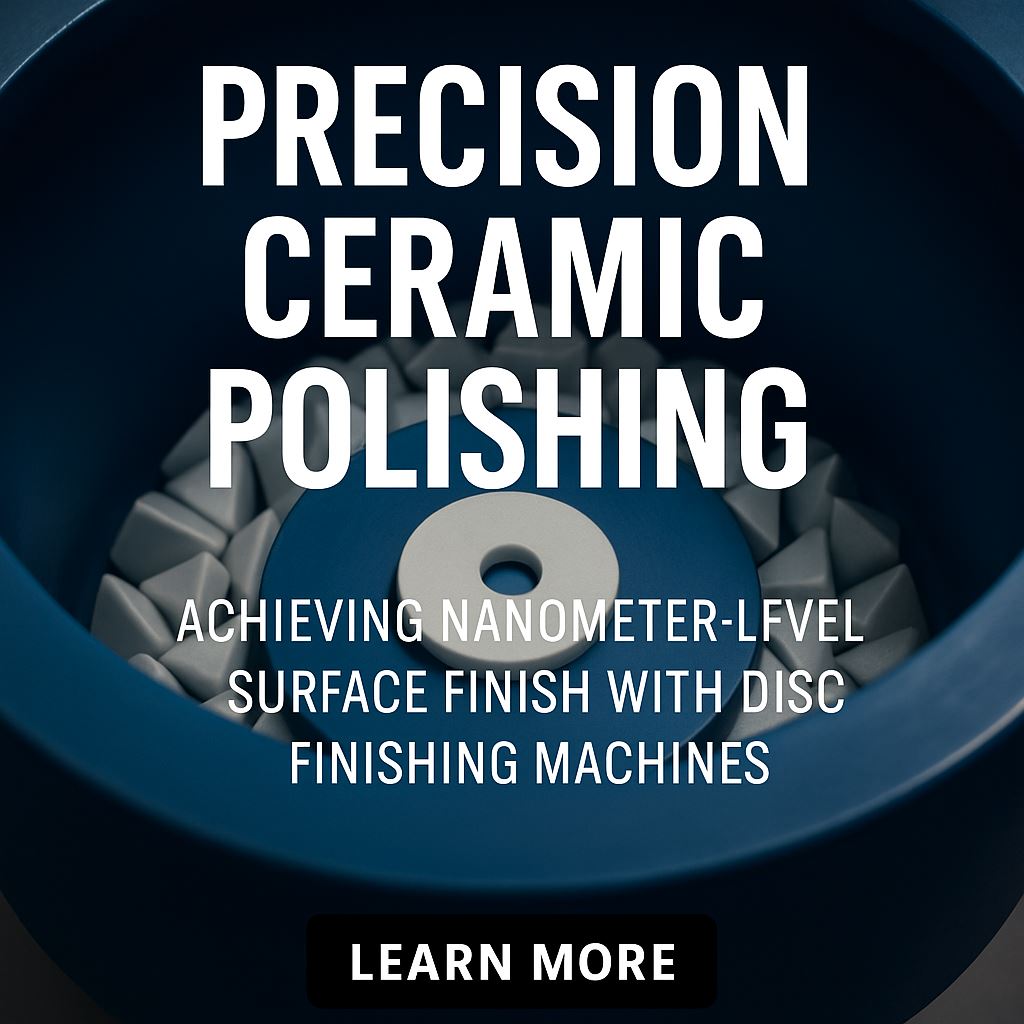
Introduzione: la sfida della precisione nella produzione di occhiali in metallo Sezione 1: Tecnologie di base per la lucidatura delle montature per occhiali in metallo1.1 Lucidatura magnetica: eliminazione dei microdifettiTecnologia: Lucidatura magnetica (ad esempio,YH-680D/Modello PY-980D) utilizza campi magnetici ad alta frequenza per agitare perni in acciaio inossidabile, creando un attrito che...
Come rimuovere le bave dai pezzi in alluminio lavorati a CNC senza danneggiare i bordi I componenti in alluminio lavorati a CNC spesso necessitano di sbavatura dopo fresatura, foratura, maschiatura o scanalatura. La sfida non consiste solo nel rimuovere le bave, ma nel farlo senza arrotondare i bordi critici, ammaccare le superfici visibili, danneggiare le filettature o alterare le dimensioni di p...
Come lucidare parti in alluminio concave senza superfici opache o arrotondamento dei bordi Le parti in alluminio concave sono difficili da lucidare nella produzione in serie perché l’incavo curvo non riceve lo stesso contatto del materiale abrasivo rispetto alle superfici piane. Un’area può diventare brillante, mentre la curva interna rimane opaca, satinata o leggermente graffiata. Se il processo ...
Perché i componenti in acciaio inossidabile non sono lucidi dopo la burattatura e come migliorare la finitura Un problema comune nella burattatura dell’acciaio inossidabile è questo: le bave vengono ridotte, la superficie appare più liscia, ma i pezzi appaiono ancora grigi, opachi o spenti. L’operatore estende il tempo di ciclo, ma la finitura non diventa più brillante. In alcuni casi, i bordi ini...











 Rete IPv6 supportata
Rete IPv6 supportata 









 +86-592-2381506
+86-592-2381506 